
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-03-05来源:暂无数据
喂丝球化技术是一种利用自动化喂丝装置,将镁合金包芯线以一定的速度和长度,连续、均匀地插入到隔断空气有效流动的加盖的铁液处理包底部适当位置启爆,在适宜的铁液温度及高度压力下进行稳定、受控的球化处理工艺方法。其经济性与球化品质的可靠性及可控性已为愈来愈多的企业所重视,必将成为我国球铁、蠕铁生产的首选应用技术。
1 生产条件
1.1 主要原材料
生铁:Q10、Q12球铁专用(高碳,低硅、磷、硫、钛…,锰适量);
废钢:无锈低碳中板或结构钢坯料头;
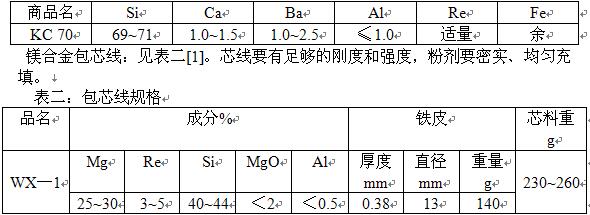
孕育剂:见表一。粒度:3~8mm;1—3ram;0.2~0.6mm。
表一:孕育剂规格 (%)
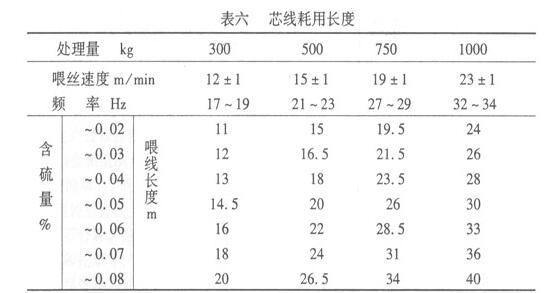
例:处理温度为1520~1560℃,原铁水S:0.02—0.03%,处理量为300Kg(铁液深度为500mm),目标Mg残:0.03~0.06%,镁吸收率约40%,则喂线长度:11一12m。由实测启爆点为3.5秒,即以18Hz(12.3m/min)的速度喂线,在距包底约90ram处启爆,铁水温度降为60~90℃。
(5)孕育处理
喂丝球化后倒人150~300kg浇注包时冲入粒度为3—8mm,剂量为0.5%的孕育剂进行第一次(冲人)孕育,浇注时进行第二次(随流)孕育,粒度为0.2~0.6mm,剂量为0.1%。
(6)检测
每包处理后的铁水在浇注至最后一型前取金相、光谱、机性等试样进行分析,并逐包标识连续作业,浇注完成的各包铸件至快速金相与光谱分析报告确认合格后方可混置流转。
3 与冲入法比较
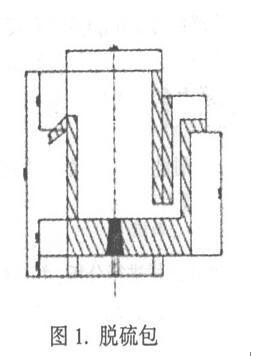
(1)处理包结构简化——无堤坝或反应室,且无须覆盖剂。
(2)球化剂、接种剂耗用量少。处理后铁液纯度高、渣量少,温降小。
(3)喂丝装置为自动化控制,可精确定量控制Mg残,球化质量稳定可靠,球墨数量多且细小,球铁机械性能明显改善。
(4)直接材料成本减少5%以上,综合成本降低约10%。
(5)镁光及烟尘污染大为减轻且易集中处理。
4 结论
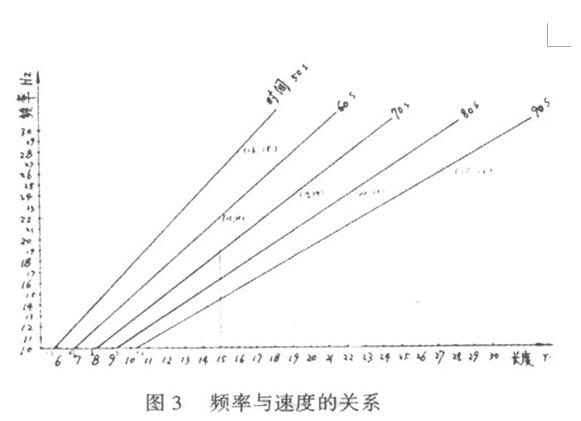
(1)喂丝速度依据铁液温度和高度由实验测定,适宜的启爆点距处理包底部0~100mm。
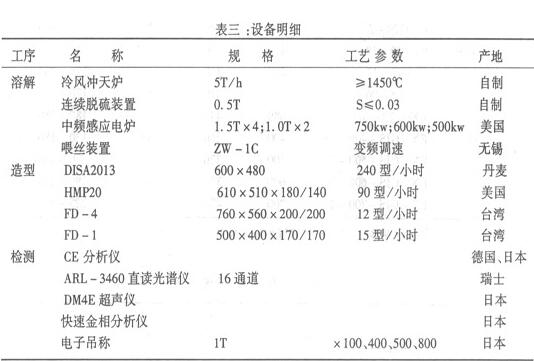
(2)喂丝长度根据原铁水含硫量和镁残量(镁吸收率)来调整。由实验测得镁吸收率约为40%,当原铁水含硫量为0.02~0.05%时,需含镁25—30%包芯线1.17~1.67%(其中铁皮重量占40%)。
(3)喂丝机因外控干扰使其调速功能误动作,经改由变频器内控设置后设备运行安全、稳定可靠。
(4)芯线空料、欠料与铁皮生锈问题望供商持续改善。
参考文献:
[1]:朱熠明《球铁球化除理新工艺——喂丝球化》——现代球墨铸铁技术研讨会论文集 2001.11
[2]:李传拭《中外铸件标准》——铸铁分册 2002.7
[3]:温平《铸态高延性球铁的生产》——现代球墨铸铁技术研讨会论文集 2001.1
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服