
您好, 欢迎来到百铸网! 热线电话:400-8088-177 企业邮箱:[email protected] 注册|登录
2016-06-17来源:暂无数据
我厂现有的水玻璃制壳工艺工时短、成本较低,但因型壳强度等因素影响导致质量一致性较差。而外界熔模铸造同行应用硅溶胶作为粘结剂,其型壳具有良好的表面粗糙度和高的尺寸精度,并具有较高的高温强度和高温抗变形能力,尤其是应用于高温合金铸件时就更能显示其优越性。但全部采用硅溶胶型壳费用偏高,工时较长。我厂开始试验在提升产品质量同时工时、成本等无显著提高的工艺方案----复合型壳。 复合型壳是通常指两种粘结剂制造的型壳,硅酸乙酯、硅溶胶和水玻璃三种粘结剂两两组合而成的复合型壳,其中硅酸乙酯涂料与蜡模润湿性号,涂料层干燥较快,湿强度高,但溶剂容易挥发,涂料稳定性较差[1]。为降低成本,结合我厂已有基础,现采用水玻璃-硅溶胶复合工艺,即表面层和二层采用硅溶胶制壳工艺、加固层采用水玻璃制壳工艺的复合工艺。
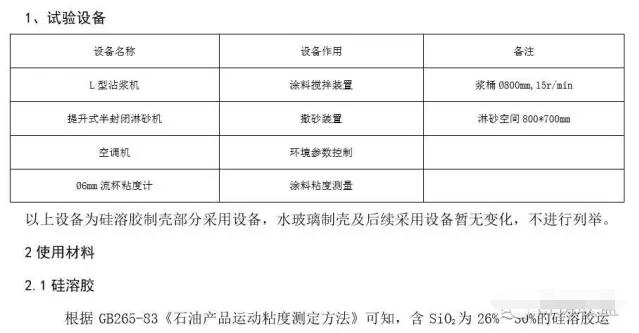
动粘度小于 8×10-6m2/s;根据使用经验,运动粘度小于 8×10-6m2/s 即可用于熔模铸造,而小于 4×10-6m2/s 的硅溶胶则非常有利于配制优质涂料[2]。
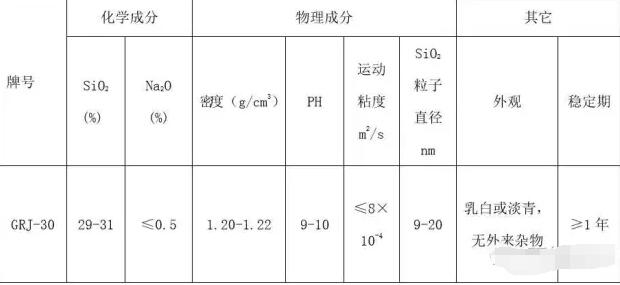
粒子直径既影响粘结剂的稳定性又影响型壳强度,故综合考虑,熔模铸造用硅溶胶粘结剂的粒子直径应在 9-20mm 之间为宜; Na2O 时硅溶胶的稳定剂,一般含量在 0.2%~0.6%; pH 值位于 8.5-10.5 的碱性范围内,具有较高的稳定性[3]。
硅溶胶技术参数如下:
2.2 砂、粉
砂、粉的选择要选用化学稳定性好的较纯的耐火材料以防止与金属液及氧化物发生反应。 我厂选用莫来石砂为 30-60 目、16-30 目;莫来石粉 270 目、325 目,其中 SiO2含量51%~53%;AL2O3含量为 45%~46%,均为安徽金岩高岭土开发有限公司产品,粒度按照要求,主筛含量≥85%。
2.3 活性剂、消泡剂
硅溶胶涂料稳定性高,型壳高温强度好,但对蜡模湿润性差,为使水基硅溶胶涂料能很好涂挂在蜡模上,必须在面层涂料中加入润湿剂以改善涂料的涂挂性。但润湿剂常常具有发泡性,会使涂料含气泡,所以必须加入消泡剂消除气泡。 表面湿润剂:JFC;消泡剂:正辛醇、YQ-C01 有机硅消泡剂。
3 硅溶胶-水玻璃复合型壳工艺
3.1 硅溶胶涂料
3.1.1 加料顺序
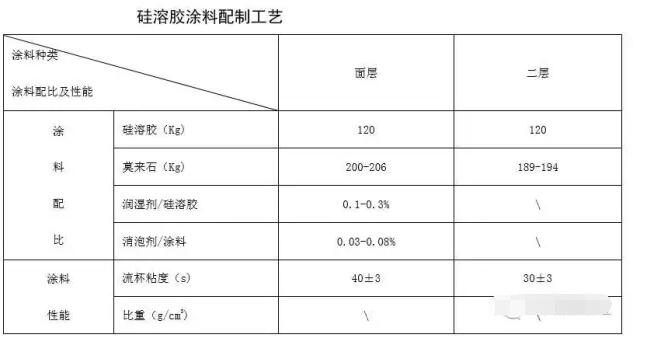
将硅溶胶加入 L 形沾浆机中,开启沾浆机,慢速旋转。按照加入硅溶胶质量分数的0.1-0.3%比例加入润湿剂 JFC,混均匀。按照预定的粉液比加入耐火材料,防止结块。3-4小时后,按涂料质量分数的 0.03-0.08%比例加入消泡剂正辛醇(有气味且为一次性消泡,无法抑制后续气泡再生)或有机硅消泡剂(无气味、抑制性消泡)。 面层涂料与二层涂料区别在于面层涂料与蜡模直接接触,而二层涂料主要作用是连接面层和加固层,故二层涂料配制时无须加入润湿剂和消泡剂,其他加料顺序与面层抑制。
3.1.2 过程控制
配制时,可以通过添加耐火材料或硅溶胶调整粘度过低或过高,初测粘度(加入消泡剂后半小时)可比要求的粘度稍高,涂料搅拌均匀后(面层 24 小时,二层 10 小时)粘度会略有下降。按下表中配制时初测粘度可比工艺范围高 5-8s。 使用过程中,可添加蒸馏水降低增加的涂料粘度,不可添加硅溶胶以免破坏涂料粉液比。
3.2 硅溶胶制壳
3.2.1 制壳流程
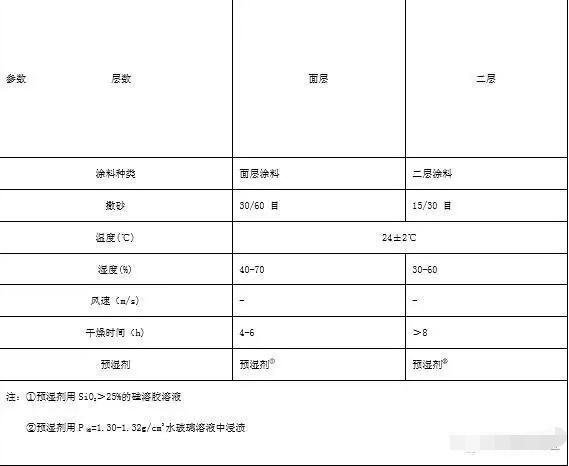
面层制壳:将组合完毕的模组浸入面层涂料浆中旋转后取出,滴除多余涂料,注意孔洞和尖角处的气泡;然后将覆有均匀涂层的模组伸入淋砂机中翻转,均匀覆砂;覆砂后送往风干间进行风干。
二层制壳:将风干一定时间的模组浮砂抖掉,为防止分层将模组浸入硅溶胶浸湿剂中,滴净后浸入二层涂料旋转后取出,滴除多余涂料,伸入淋砂机中翻转,覆砂后送到风干间进行风干。
3.3 水玻璃型壳
为防止型壳开裂及两种粘结剂良好的过渡,硅溶胶二层型壳在彻底风干之后,需要将模组浸入预湿剂中,再进行粘涂料、撒砂、硬化、风干等水玻璃制壳工序。水玻璃加固层型壳则按照我厂水玻璃制壳工艺进行,这里不进行赘述。
3.4 脱蜡
因模料的热膨胀系数大于型壳的热膨胀系数,脱蜡慢将导致型壳胀裂。所以脱蜡的要点是高温快速脱蜡。我厂脱蜡方式有近常压蒸汽脱蜡装置和热水脱蜡,为防止了热水脱蜡中型壳浸泡后硅溶胶面层回溶以及水沸腾导致的砂砾等杂物浸入型腔等问题,复合型壳采用蒸汽脱蜡装置。制壳后风干结束的型壳进行脱蜡,脱蜡时间 20-25min。
3.5 焙烧
焙烧的目的主要是去除型壳中水分、残余蜡料等挥发物,使型壳在后序浇注时有低的发气性和良好的透气性,其次高温焙烧可改善型壳的高温力学性能,第三高温型壳可减少铁水与型壳温差,提高充型能力。 我厂原水玻璃型壳焙烧温度较低,现复合型壳焙烧温度达到 880℃-950℃。
3.6 浇注
复合型壳透气性受前两层硅溶胶型壳影响比全水玻璃型壳差,特在复合型壳蜡树上添加排气通道(蜡件上端与浇口杯边缘连接)。依据不同材质、结构的产品设置不同的型壳温度及浇注温度。
3.7 清理
待型壳温度降至室温即可进行后序清理,复合型壳在型壳溃散性方面比全水玻璃型壳差,但要较全硅溶胶型壳强。震壳及抛丸过程时间会稍微增加。
总结
1、 复合型壳取代水玻璃型壳的氯化铵硬化部分,完全采用氯化铝硬化,无氨气释放,改善了员工工作环境;
2、 复合型壳有效的提高型壳表面质量,表面粗糙度可提升 1-2 个等级,限于厂内抛丸系统钢丸粒度限制,粗糙度无显著改善;
3、 硅溶胶涂料的日常质量控制对铸件质量有显著影响,日常需对涂料度、比重、pH、涂层均匀性进行监控;
4、 硅溶胶型壳的风干,即脱水胶凝过程需要控制好温度及湿度,有利于保证铸件表面质量。
友情链接 友链交换添加QQ:2694467624 其他问题请咨询网站客服